
KSK: Quality erected to the PLAS system: in 2006. KSK received a certificate of compliance with the requirements of GOST R ISO 9001–2001 of the company's quality management system. Could you tell
KSK: Quality built into the system

PROS: In 2006 KSK received a certificate of compliance with the requirements of GOST R ISO 9001–2001 of the company's quality management system. Could you tell us more about the results of this certification from the point of view of the Business Proceedings facing KSK?
N. Yurchikhin: I’ll start with the fact that last year’s certification of our quality management system in the development, design and production of plastic cards with chip module for compliance with the requirements of GOST R ISO 90012001 is only one of the first steps implemented by the company in this direction, which is, which KSK will help to continue to successfully develop existing ones and develop new areas of business.
The presence of a quality management system is not just a tribute to fashion. First of all, this is the basis for the constant improvement of our business processes, including, of course, quality control processes, their optimization and, as a result, a decrease in internal costs.
By optimization of business processes, I mean, on the one hand, to ensure the flexibility of production that can fulfill orders of various difficulties as soon as possible with high quality, which in the conditions of the modern market is almost one of the key factors that determine the success of the company, but on the other hand Parties-the introduction of automated accounting using an ERP system and bar coding on all operations to increase their transparency.
If we talk about the immediate prospects of KSK from the point of view of the implementation of new areas of business, then among them the development of the production of products for the banking sector should be called, including certification in international payment systems for the production of EMV cards. In addition, the company's immediate plans are to obtain licenses for the use of cryptographic protection funds, and, as a possible prospect, obtaining the GSMA SAS certificate (Security Accreditation Scheme Certificate).
PROS: To date, the strategic area of activity of KSK is the production of SIM cards GSM. Could you tell you more about the requirements for the quality of such smart cards regulated by ISO and GSM standards, including parameters such as the quality of chip-module production, its location on the map, the stability of plastic for SIM cards to elevated temperatures, and t . d.?
N. Yurchikhin: The basic requirements for the quality of plastic cards are set forth in international standards ISO/IEC 7810, 7816, 10373, the GSM 11.17 standard, the European standard EN 1292 and a number of others. To this list, it is also necessary to add a lot of standards and specifications that determine the characteristics and quality criteria of the chip modules themselves.As you know, the requirements for the quality of production of various types of cards-banking, SIM cards, scratch cards-have a number of fundamental differences. At the same time, there are a number of general requirements that apply to all types of cards. These include the stability of plastic to the effects of temperature, ultraviolet radiation, static electricity, radiation, chemicals, resistance to dynamic twisting and bending, etc.
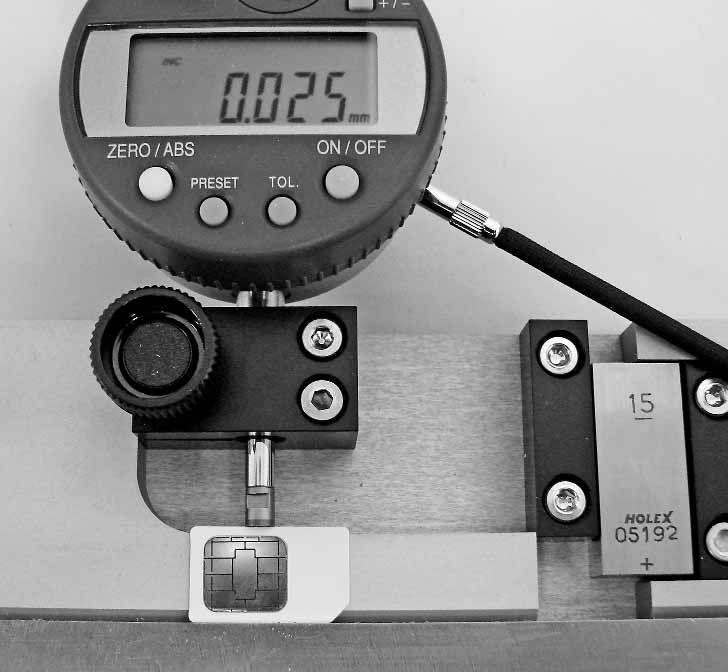
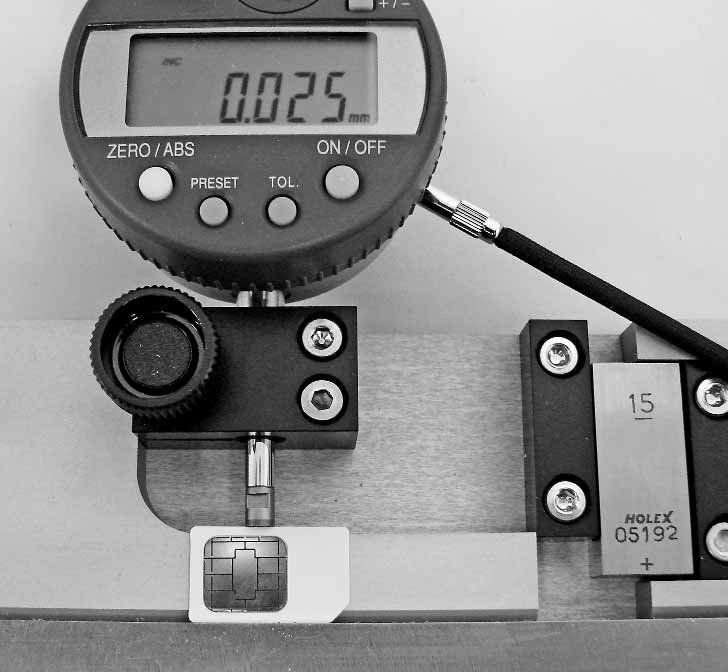
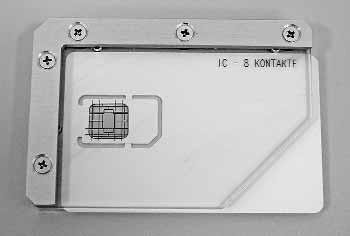
In the production of SIM cards, the following parameters are also very important: the geometric dimensions of the map itself, the cavity into which the chip module will be implanted, compliance with the size of Plug in (compact plastic card with a chip module, which is broken out of the body of the SIM card and inserted Directly to the mobile phone), the quality and correct location of the notches that facilitate the breakdown of Plug in the end user, the height of the contact sites of the chip module relative to the map surface, the electrical functionality of the module and its adhesion to the card body (adhesion strength with the plastic base of the map).
The listed parameters of the SIM cards are very important, because each of them directly affects the operational characteristics of the product. Accordingly, all these parameters within the framework of the KSK quality management system are subject to strict control, starting from input control to control at each subsequent stage of the production process. For these purposes, KSK uses the most modern instrumental and test equipment of such famous manufacturers as Mitutoyo, ITM, ZWICK, RUHLAMAT, MUEHLBauer, which provides not only visualization of measurement results, but also output to the computer screen or printer, as well as the development of our Partners – Giesecke Devrib.
PROS: In last year’s interview to PLAS magazine* Vladimir Gaev, General Director of Smart Card LLC, noted that there were no complaints about the quality of its products by the quality of its products from customers, since the company's corresponding internal requirements for a number of aspects were relevant are even more stringent than the requirements of international standards. What are these differences and due to what they are ensured?

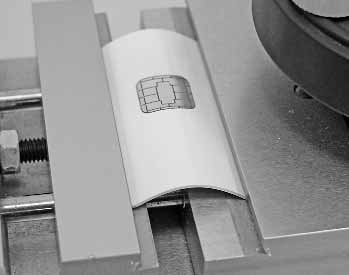

N. YURCHIKHIN: Yes, a number of internal requirements for the quality of the products that are installed in KSK are noticeably tougher than the similar requirements of ISO standards. First of all, this applies to mechanical tests of the card for resistance to dynamic twisting and bending. According to the requirements of ISO/IEC 10373-1, a card with an implanted chip module should withstand 1000 cycles of curve tests, and the same number of cycles-to twist. At the same time, the internal requirements installed in the KSK is twice as tougher: during the tests, the card should maintain its functionality after 2 thousand flexion/extensions or twisting cycles.
All operations of the technological process are subject to 100% visual quality control and the use of more stringent approaches to the selection of products for input control than recommended by ISO 2859-1 (in terms of printing products). We have also established stricter conditions and terms for the storage of components and materials than those established by their manufacturers themselves, which guarantees us to exclude the deterioration of the properties of these products while they are in stock.
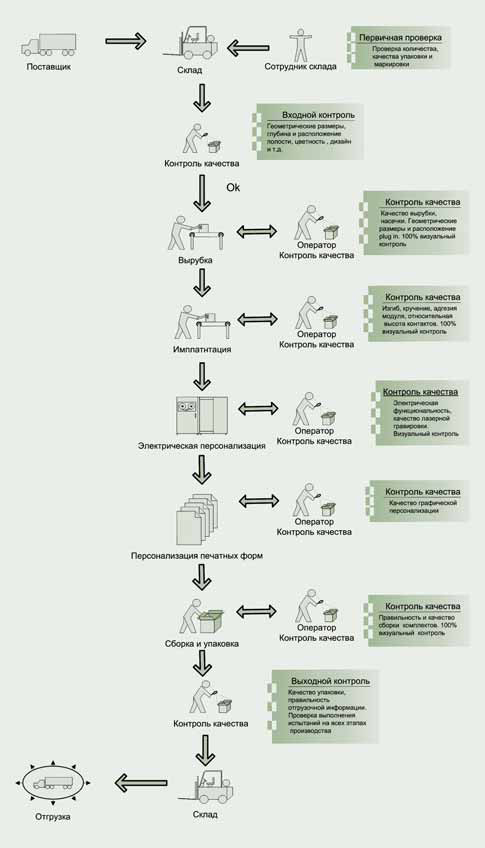
Now a few words about the organization of production quality control. The very first stage of control is carried out by warehouse employees when they accept components and consumables received from our suppliers. They check the quantity, correctness of marking, shipping documentation and quality of packaging of products supplied to us. All this is recorded in the relevant protocols. If necessary, photography is carried out (for example, in case of detection of mechanical damage to the supplied materials or their packaging). Then the employees of the quality department come into play, who carry out incoming control in accordance with our internal procedures and the requirements of international standards. If the results of the incoming quality control are found to be satisfactory, the incoming products are assigned the status OK, and they can be used in production. The results of the input control are recorded in the protocol with the support of the printout of the measurement results, after which the actual production process begins. Otherwise, the received components and materials are blocked, their supplier is immediately notified, a complaint is made and, if necessary, photographs are taken that are attached to it.
PLUS: A few words about the measures taken by KSK in the framework of improving the efficiency of work with suppliers in terms of quality control of their products?
N. Yurchikhin: It should be noted that constant work with suppliers to improve the quality of their products is also one of the areas of our work. So, for example, the plastic that we use for the production of SIM cards is mainly Swiss and Austrian made. Our suppliers – Russian companies – buy white plastic from its direct manufacturers, after which they import it to Russia and print it in accordance with the required design, which is previously agreed with our customers.

Thus, initially the quality of the products supplied to KSK is guaranteed by its suppliers themselves. Here we are talking about such parameters as the quality of printing (booklets, reference books, registration forms, etc.), the quality of color printing on plastic, i.e. about the parameters observed within the framework of those areas that KSK does not independently implement.All operations of the technological process are subject to 100% visual quality control and the use of more stringent approaches to the selection of products for input control than recommended by ISO 2859-1 (in terms of printing products). We have also established stricter conditions and terms for the storage of components and materials than those established by their manufacturers themselves, which guarantees us to exclude the deterioration of the properties of these products while they are in stock.
Now a few words about the organization of production quality control. The very first stage of control is carried out by warehouse employees when they accept components and consumables received from our suppliers. They check the quantity, correctness of marking, shipping documentation and quality of packaging of products supplied to us. All this is recorded in the relevant protocols. If necessary, photography is carried out (for example, in case of detection of mechanical damage to the supplied materials or their packaging). Then the employees of the quality department come into play, who carry out incoming control in accordance with our internal procedures and the requirements of international standards. If the results of the incoming quality control are found to be satisfactory, the incoming products are assigned the status OK, and they can be used in production. The results of the input control are recorded in the protocol with the support of the printout of the measurement results, after which the actual production process begins. Otherwise, the received components and materials are blocked, their supplier is immediately notified, a complaint is made and, if necessary, photographs are taken that are attached to it.
PLUS: A few words about the measures taken by KSK in the framework of improving the efficiency of work with suppliers in terms of quality control of their products?
N. Yurchikhin: It should be noted that constant work with suppliers to improve the quality of their products is also one of the areas of our work. So, for example, the plastic that we use for the production of SIM cards is mainly Swiss and Austrian made. Our suppliers – Russian companies – buy white plastic from its direct manufacturers, after which they import it to Russia and print it in accordance with the required design, which is previously agreed with our customers.
Thus, initially the quality of the products supplied to KSK is guaranteed by its suppliers themselves. Here we are talking about such parameters as the quality of printing (booklets, reference books, registration forms, etc.), the quality of color printing on plastic, i.e. about the parameters observed within the framework of those areas that KSK does not independently implement.Therefore, if we notice this or that problem in the process of incoming control, it becomes the problem of suppliers.
Today we are considering the possibility of using, if necessary, the scheme of relations with suppliers of components and consumables, widely practiced by large foreign companies, which is called controlled delivery. Controlled delivery can be of the first and second levels. The first level implies that the supplier company carries out 100% output control of products supplied to a specific customer with whom controlled delivery is practiced. It is obvious that in this case, the supplier assumes all the costs of organizing such control by the efforts of its employees.
In the event that such an approach does not allow to completely eliminate problems with the quality of the supplied products, the relationship between the supplier and the customer goes into the category of controlled delivery of the second level. The latter may mean that an independent inspection company is involved in the implementation of 100% final control, while all the costs of paying for its services are again borne by the supplier company.
Of course, such a tough approach to working with suppliers is unprofitable for the latter, therefore, only a very large customer company with large volumes of orders can afford to implement such a relationship scheme. At the same time, in a number of cases, this scheme is the only effective one, providing economic incentives for suppliers to improve their own internal control of supplied products. Therefore, today we are making every effort to ensure that in the foreseeable future we will be able to rebuild relations between CSCs and suppliers according to this principle.
PLUS: Could you tell us more about the various quality control methods applied by KSK in the process of manufacturing GSM SIM cards, both at the organizational and hardware-software levels?
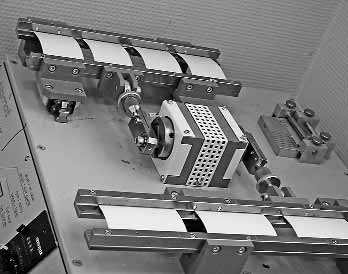
N. Yurchikhin: All control operations in production are carried out by plant operators who have received appropriate training.Detailed instructions describing how to perform a particular control operation are located in all areas. The first operation is Plug In. Before the installation is launched into operation, the operator cuts down 5 test SIM cards and checks the quality of cutting down, the quality and location of the notches, geometric sizes and location of Plug in. Moreover, all results are recorded in the protocol.
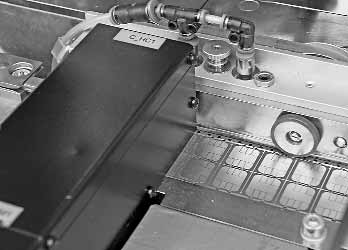
The quality of the notch is checked by tests of Plug in from the body of the card. All five cards should pass a test with a positive result. In the production process, we use 100%visual control and control using the PLUG IN location template. Then, the chip module is implanted into a plastic card-the operation Implantation. The operator during testing implants 15 cards with a dislocated Plug In, checks the disposal of chip module using the template, the electrical functionality of the implanted chip module using the card reader and the corresponding software. If the test results are satisfactory – a test for dynamic bending and twisting is carried out (8 cards and 2 cards are tested, respectively), the modular adhesion and the height of its contact sites (5 cards) are checked. At this stage, 100%visual control is also used, all results are recorded in the protocol. After receiving a positive result, the corresponding machine starts to work. After starting, the machine automatically controls the correct location of the card by transport, carries out electrical check and measure the height of the contact sites of all implanted cards. If the card does not pass according to any parameter, it is automatically rejected and thrown into a special tray with a machine.
Now a few words about quality control at the stage of personalization of the card. This operation is received by already cut down and borrowed cards. The operator personalizes the first 5 cards and carries out their electrical testing, and also checks the quality of laser engraving.If at least one of the cards does not pass the test – the work of the personalization complex is suspended, the engineer of the quality department and the UPP engineer are called to clarify the cause of the failure. With a positive result, the personalization complex starts into the work. After starting, the complex carries out electrical testing of personalized cards in automatic mode, rejecting and discarding the map quality that are not compliance with the requirements of the card in a special tray. The operator carries out 100%visual engraving quality control and selective electrical control of cards from each machine store (500 pcs.). If any inconsistencies are detected, an engineer of the quality department is immediately called.
And finally, we will consider the final operations – applying personal data to paper media (graphic personalization) and assembly of ready -made sets. In these areas, 100%control is also carried out using approved assembly specifications and Master -book. Employees of the quality department have the authority to immediately stop production when identifying any problems with the quality of the product.
As for the quality of chip modules implanted in the SIM card, it is guaranteed by the supplier. To date, the supply of samsung chip-modules are carried out through our German partner-GD. We also purchased pilot parties of chip modules from the Sitroniks Microelectronic Solutions, the NIME and Mikron OJSC, the corresponding unit of which was qualified by Infineon. For all the types of modules used there are official qualification reports (Qualification Report). In the case of chip modules at the input control, we only check the number and compliance of the module of the accompanying documentation. We get the modules ourselves in the form of a modular tape on the coil. At the same time, the manufacturer allows the presence of defective modules on the tape, but all of them are punched in certain places for the impossibility of implantation in the installation in automatic mode.
PLUS: What, in your opinion, are the most common general and specific problems of quality assurance in the production of SIM cards? What methods are used by KSK to identify them?
N. Yurchikhin: As practice shows, the most common card production quality problems include the following: poor quality of plug-in cutting, incorrect position of the module in the card cavity (module jam), implantation of a defective module (which was originally punched on the tape) and waste associated with cutting the module out of the tape. Typical problems at the personalization stage are electrical marriage or laser failure. All these errors are usually related to machine malfunctions, but they are quickly identified and corrected by the operator. So, for example, the quality of cutting is very much influenced by the composition of the plastic. Those who have dealt with punching dies know that one type of die is used for PVC plastic, and another for ABS. At the same time, as practice shows, even using the same type of plastic, for example, ABS, but with different additives to it, you can get a different quality of cutting. And this problem, unfortunately, can not always be solved by changing the parameters of the punching installation. This happens if the supplier mixes plastic with different additives within the same delivery. That is, here we again return to the issue of improving the efficiency of the organization of work with suppliers.
For each operation of the production of a SIM card, the maximum allowable percentage of defects is set, which for the most complex operations (personalization) is tenths of a percent of the total. Those are pretty tight limits. Of course, even using the most modern and high-performance equipment, it is impossible to completely exclude the human factor, therefore, sometimes mistakes made by the operator also occur.
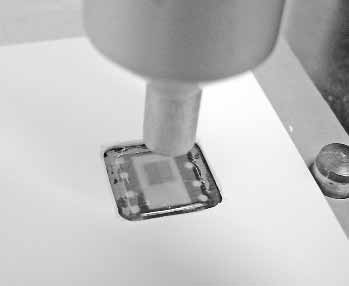
As for the quality control methods used by KSK, as already noted, the quality of the chip module itself is guaranteed by the supplier. The location of the contact pads of the module is controlled using a special template with a coordinate grid printed on it.This is a fairly accurate and very operational control method. The situation is somewhat more complicated with the control of the adhesion of the module. To control this important indicator, we use two types of tests. The first of them implies the use of adhesion tester (Dynamic Repeated Bending Stress Test) is an express test that allows you to determine the quality of adhesion and quickly adjust the parameters of the implantation process. It is based on the dynamic bending of a small fragment of the card with a chipmodula. A more complex and longer type of testing is called Back Side Spot Pressure and is carried out using the ZWICK (Germany) test installation installation.
This test gives information about the value of the necessary effort required to tear off the module from the surface of the plastic medium. To do this, from the back of the card, a layer of plastic is removed in such a way as to expose the back of the module (I’ll clarify that the module is glued into plastic not along its entire surface, but along the perimeter). Then the module is placed in a special device, in which the force specified both by the punch of the tear -off machine is supplied both by size and in speed of movement. At the time of separation of the module from the plastic on the computer monitor, a protocol with the test results is displayed, which can be printed. The minimum acceptable force of separation is 50 N, but in KSK we work at the level of 70–80 N. I will not reveal a large secret – the laminate (glue) of the modular tape has a very great influence on the quality of adhesion. The adhesive tape is made by different manufacturers (Tesa, Cardel, Nitto). However, with similar characteristics of the ribbons they manufactured, each of these companies needs to configure their own implantation mode to obtain optimal results.
PRUS: What is the specifics of the requirements for the quality of Scratch cards of telecommunication operators (prepayment cards with a PIN code and opaque washed Scratch-strip)? As you know, the latter are not actually regulated in any part by international standards, but are formed and established by each issuer of such card products individually.What are the most typical requirements of this kind for mobile operators?
N. Yurchikhin: We have some experience with such products, KSK produces payment vouchers for one of the mobile operators. In our case, the basis of the voucher is cardboard, on which a scratch strip is applied by flexo printing, consisting of several layers: a transparent silicone base, a graphite layer for protection against translucence and a decorative scratch layer. The latter can be gray, silver, gold or holographic. Also, the application of a scratch strip can be carried out by hot stamping or application (gluing).